Who We Are
We are innovators, formulators, manufacturers, installers, project managers, and relationship builders.
We Solve Problems.
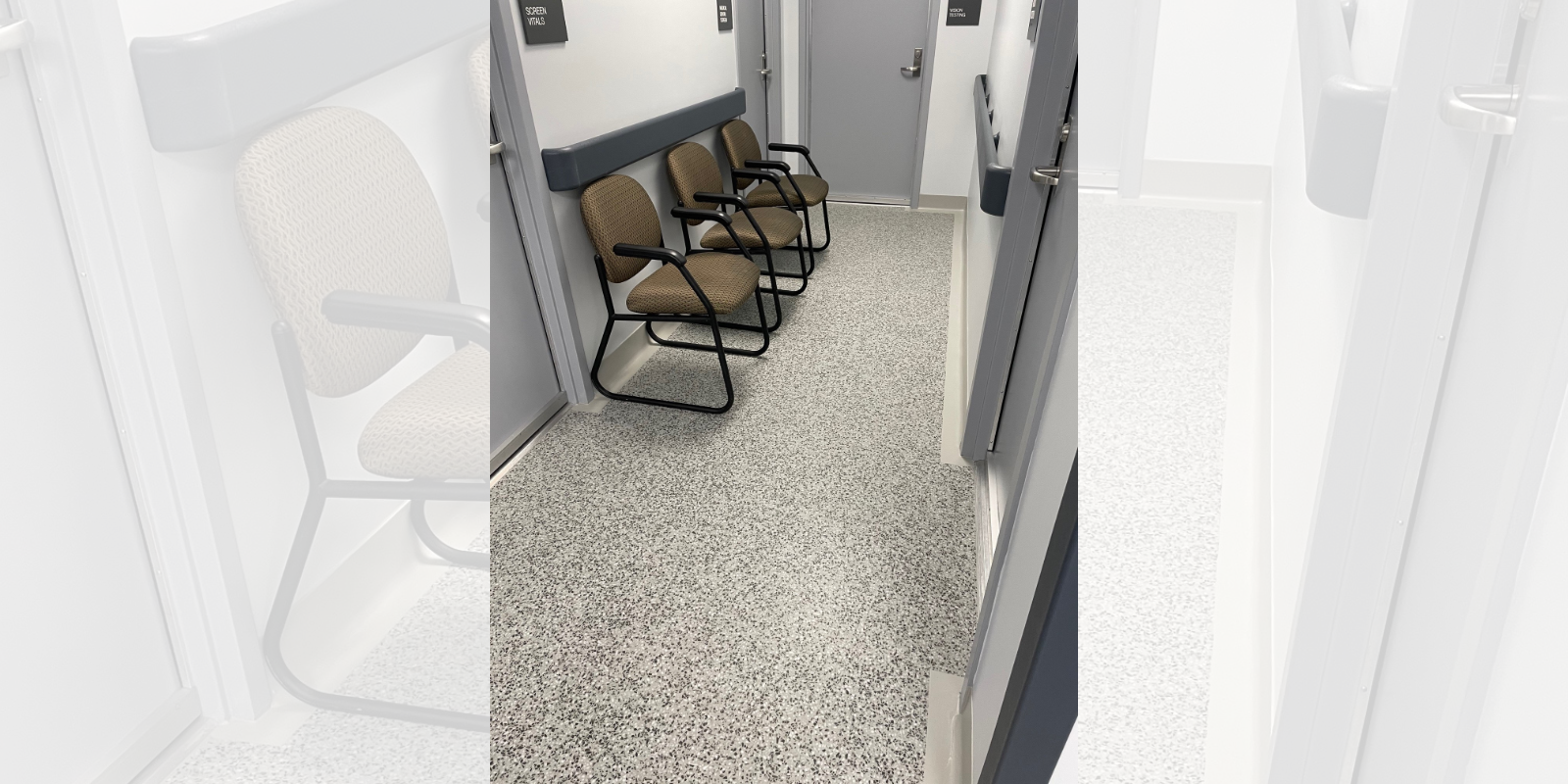
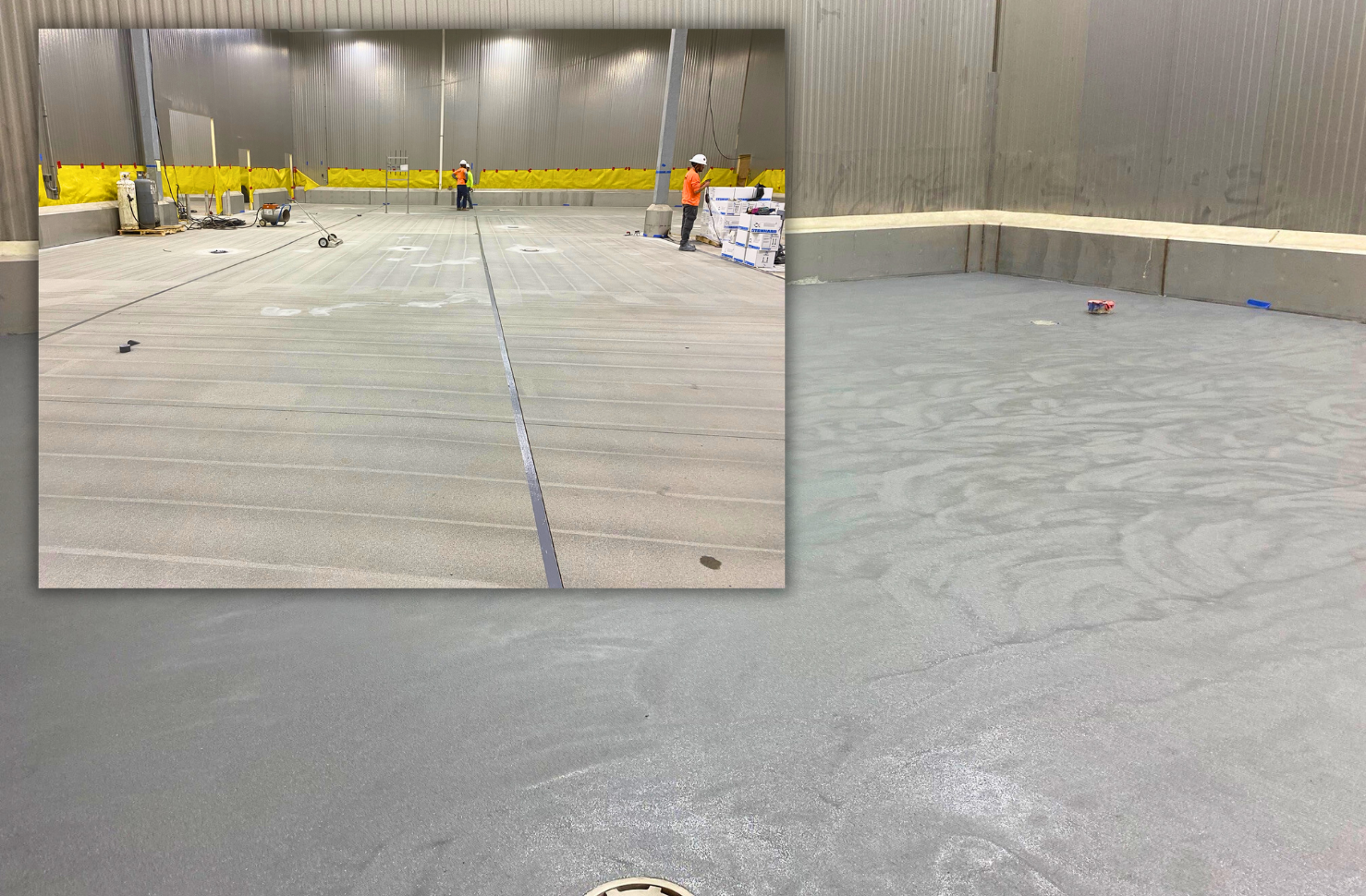
We manufacture and install seamless, sanitary, long-lasting, easy-to-clean floors, walls, and linings for industrial and commercial industries. From food to pharma and healthcare to hospitality, we combine durability with design to deliver long-term solutions. Epoxy, urethane, and fast-track MMA chemistries, available in standard, premium, and custom colors with a variety of finishes and textures. We work with you from concept to completion.
We're Not Like Other Flooring Companies
With over a century of experience, we specialize in delivering solutions for customers across diverse markets worldwide. Our resources are deep, with a team of more than 1,000 dedicated employees who ensure the Stonhard Difference every day.
We are your manufacturer, installer, and single point of contact, providing project management, construction management, and architectural design & engineer support.

Stonhard manufactures and installs products throughout the world with headquarters in Maple Shade, New Jersey. Stonhard is an ISO-9001 registered company.

Our Mission
Stonhard is committed to manufacturing and installing quality products that protect, maintain, and enhance industrial and commercial spaces. Built on a legacy of trust and global leadership, we believe our success stems from the passion, dedication, and expertise of the people who stand behind the Stonhard name.

Our Certifications
We care about meeting and exceeding standards. We're certified so you can count on it.

ISO 9001
Defined as the international standard that specifies requirements for a quality management system (QMS). Stonhard's QMS is audited by an independent registrar every six months to ensure that we are following the ISO 9001.

U.S. Green Building Council
Stonhard has committed to sustainability by implementing innovative packaging, products, and procedures for several decades. We are a proud member of the U.S. Green Building Council.

HACCP International Food Safety Certification
Stonhard currently has HACCP (Hazard Control and Critical Control Point) International Certification on six products used within the food & beverage industry. We are committed to providing safe and sanitary products for industry.

Health Product Declarations Collaborative
In partnering with architects and interior designers who seek environmentally-informed information and disclosure of product content, we are pleased to publish our HPDs. As a member of the Manufacturer Advisory Panel for the HPD Collaborative, we are leading the way among resinous flooring manufacturers as it relates to disclosure and transparency.

mindful Materials (mM)
Stonhard is committed to transparency. You can find us listed with mindful MATERIALS (mM), a free platform with aggregated information on human health and environmental impacts for products from leading manufacturers, vetted by experts passionate about making it easier to make informed product choices.

Build America, Buy America (BABA)
Stonhard is proud to meet Build America, Buy America (BABA) requirements. Our manufacturing processes and components meet strict BABA standards for American-made quality and regulatory compliance.
Our Luxury Brand
We're All About Your Floors
With Liquid Elements Artfully Poured Floors, you'll discover extraordinary artistic design for high-end commercial interiors.

Our Materials
Engineered to deliver high-performance, durable flooring solutions tailored to various industrial and commercial environments.

Epoxy Flooring
Epoxy flooring is made of two main components, resins and hardeners. Mixed together, they form a rigid material that is strong, durable, chemical resistant, and long lasting and bonds extremely well to a variety of substrates. Learn more about Stonhard epoxy floors and how they perform in high-traffic commercial and aggressive industrial environments.

Urethane Flooring
Urethane floors, also called polyurethane floors or simply PU, are a type of resinous flooring commonly used in industrial settings. They are highly valued for their durability, particularly their ability to withstand thermal shock and temperature fluctuations. Additionally, they offer exceptional resistance to stains and organic materials, making them a reliable choice for demanding environments.

Methyl Methacrylate (MMA) Flooring
MMA flooring is a dual-system polymer used in both commercial and industrial applications. It is chemical, stain, and wear resistant. MMA flooring systems are often preferred for projects where a rapid installation is required due to the rapid cure of the material. Many applications can be completed in one night.
News

















Tradeshows

Cheese Expo
Apr. 14-16, 2026
Booth # 2004

Interphex
Apr. 21-23, 2026
Booth #1969
Client Testimonials
Want to know what to expect from Stonhard? Hear what our customers have to say!

Buffalo Bayou Brewing Company
Alex Griggs - Chief Operating Officer
“It was really great to work with the Stonhard team. It always comes back to the quality of the people you’re working with and these guys probably cared even more about the floor than we did.”

Bucks County Children's Museum
Kelly Krumenacker - Executive Director
"We've dealt with a lot of contractors over 13 years and Stonhard really stands out because they are just so dedicated to professionalism and craftsmanship. They really stand out in the industry."

Jack Link's
- Project Manager
“It was a successful project and a great experience to work with Stonhard. The crew did a great job; it went really well.”

Stellar
Freida M. Speicher - Senior Design Project Manager
“I think the floors turned out great at Rubix Foods. I was very impressed with how the Stonhard team expedited the install.”

The Jester Group
Brent Frederick - Co-Owner
“The [Capture] floor turned out beautiful and exceeded all expectations. The Stonhard crew was so diligent and detailed about placing the pennies. The surface is clear and still has the grip and traction that we were expecting. We appreciate all the hard work!”

Auburn University
- Manager of College of Veterinary Medicine Facilities
"Yesterday we were informed that we PASSED our (COE) Accreditation. This could not have happened without you and your team working for the last two plus years helping us get ready for this. We want to thank you so much for doing an excellent job, your willingness to always go above and beyond the call, working around the hospital's schedule, and your high standards of delivering a good product and client service. The site visit team was very impressed with the flooring and it made a huge difference on the look of our buildings."

BES Ltd.
Dave Greaves - Senior Construction Manager
“This is the first project that we’ve undertaken with the Stonhard team and we were immediately impressed with their knowledge and experience, which was clear from the solution that they developed in response to our brief. Add to this the product quality and reputation of Stonhard systems in pharma and healthcare facilities across the globe, and it made perfect sense for our client. They did an excellent job.”

HOK
Betsy Nurse - Director of Interiors
“We looked at polished concrete, but it didn’t suit the customer [Porsche Cars North America], so we considered a large format tile, but there were concerns about vehicular traffic. This led us to specify a seamless product that was new to us. We worked with the vendor [Liquid Elements, a brand of Stonhard] to deliver a sexy-looking version of asphalt.”

Dalpos Architects & Integrators
James R. Miller, Jr. - Architect
“All of the guests love the new flooring. Everyone at the Samaritan Center said [the installation] went great and the new floor looks amazing.”

Tolent Construction
David Thompson - Regional Director
"Aesthetically, the finished floor looks very good and the acoustic benefits are particularly noticeable in the upper concourse areas [of Tyne and Wear Metro] where retail areas result in higher foot traffic. Stonhard provided great support, from the original sales discussion to technical advice and installation."

Cedar Springs Middle School
Ken See - Principal
“This cafeteria floor is everything Stonhard said it would be. Great sound absorption, excellent cleanability and the color pattern is perfect for our creative student body.”

Tofu King
Yan Lui - Owner and Managing Director
"We needed to expand our UK operation to meet continued customer demand for bean curd products, through our existing independent and trade base, as well as through new business growth within the retail and food service sectors. So, it was essential that we chose our partners carefully."
U.S. Meat Processor
Facility Manager
"Out of all the floors I’ve seen, nothing stands up to our harsh, wet, greasy environment while maintaining a consistent texture like this system. We are extremely pleased to work with Stonhard."

David M. Swarz Architects
Tom Greene - Architect
"The flooring plan [at Cook Children's Hospital] included nurses’ stations, corridors, isolation rooms, patient rooms and restrooms. By changing colors and patterns, the flooring could be used to identify hallway intersections, help traffic flow and distinguish one area from another."

Envirowales Ltd.
Jim Cullinane - Engineering Manager
“The containment area for the batteries is large and needed a heavy and reliable solution that was abrasion and chemical resistant. Stonhard not only provided the required solution, but also established credibility with its single-source warranty. We look forward to working with them again in the future.”

Rheinmetall BAE Systems Land
Andy Lovatt - Senior Facilities Engineer
"Installing a new floor in a 60-year-old factory, while maintaining production activity, has been a unique and logistically challenging project for RBSL and Kemtile, [a division of Stonhard]. Kemtile was selected because of its proven experience in delivering market-leading flooring products. The new floor [Stonclad GS] will provide a long-term, durable surface which greatly improves the environment and reduces maintenance costs. It is transforming the factory and we are delighted with the quality of the finished product."

BHS
Bill Woods - Director, Sales & Marketing
"Our customers require floors that are durable and completely level to handle continuous traffic from industrial lift trucks and are protected from spills coming from the sulfuric acid in the batteries. With Stonhard, we're able to go with a single company who has a network across the country who install the floors and work logistically with BHS to ensure our customers have a flat application in a timely fashion. We align with Stonhard to give us a much more robust epoxy floor that stands the test of time."

El Paso County Sheriff’s Office
Wendy Habert - Fiscal & Compliance Service Manager
“With our history of problems with tile and grout, we decided it was time to look at other options. With foot traffic, rolling carts, and general wear and tear, we definitely experience high traffic in our kitchen. Having new custom floor drains in our new, slightly textured, seamless flooring will be of great benefit to us!”

Marvin Home Center
Jon Cole - General Manager
“If these were VCT floors, we would have had to replace them six times by now.”

District Nine Medical Examiner’s Office
Steven Hanson - Chief Investigator/Forensic Services Program Manager
“We wanted a seamless, easy-to-clean surface without grout lines, which are very difficult to keep clean in this type of setting. We had a few minor challenges with the facility that were quickly addressed by the Stonhard territory manager."

Fusion Solutions
Vincent Guarino - President
“Our goal was to have a durable and attractive floors that our customers [healthcare professionals] would say ‘this is better than my operating room’... and they always do!”

Veterans Administration Medical Center
Bob Yager - Projects Branch Supervisor
“The scheduling of work was most helpful to us. Stonhard worked nights and weekends around a tight schedule."

Thomas Hardy Group
Sean Neary - Engineering Manager
“From start to finish, the team’s flexibility, attention to detail, and professionalism were great. Kemtile [a division of Stonhard] has transformed the area around the new canning line and we are very proud of it.”

Gilbane Building Company
Steve Bond - Project Superintendent
“It was a pleasure working with the entire Stonhard staff [on the Coppin State University project]. Everyone is pleased with the product.”

State University of New York at Stony Brook
Dr. Charles C. Middleton - Director, Division of Lab Animal Resources
“Stonhard’s products are excellent and exceed several manufacturers’ specifications. To my knowledge, Stonhard is the only company that manufactures the products and have their own application crews. Thus, from a guarantee standpoint, there is no passing the buck.”

General Dynamics
Paul Fried - Assistant Plant Engineer
“The constant forklift traffic at the plant is no longer a concern because the new system has demonstrated the capability of handling the heavy loads."

The Arc of Burlington County
Director
“While watching the crew work, The Arc learned that a floor isn’t just a floor. It’s a complex work of art, at least as far as Stonhard is concerned. The floor itself was high-tech and high quality.”
GENco/Wessex Water Enterprises
Dan Owen - Project Engineer
“Kemtile [a division of Stonhard] brought great expertise to the table from day one, dealing with a significant level of deterioration and providing immediate support, as well as supplying the final flooring fix over the 18 months that we worked together. I commend them on seamless delivery with minimum disruption to the rest of the plant which remained in operation throughout.”




